



Study on Combustion Performance of DEEP/UC Flame-Retardant PU Insulation Materials
1. Introduction
Rigid polyurethane foam (RPUF) is a polymer composite consisting mainly of isocyanate and polyols. It provides excellent thermal insulation and waterproofing while remaining non-toxic and odorless. RPUF is commonly used for building insulation and in applications such as wall and pipe insulation.
However, Rigid polyurethane foam is inherently flammable. When ignited, it releases large amounts of toxic smoke, which contributes to the spread of fires and casualties. This is a critical limitation in its engineering applications. Therefore, flame-retardant modification of RPUF to enhance its fire resistance rating is of significant practical importance.
Flame retardants can be categorized by application method as reactive or additive. Reactive flame retardants have an extremely low market share due to drawbacks such as complex synthesis and volatility. Additive flame retardants have become the mainstream choice for RPUF flame retardant modification due to their advantages, which include low cost, low toxicity, and processing convenience.
Common types include aluminum hydroxide, expandable graphite, organophosphorus compounds, and nitrogen-based compounds. Phosphorus-nitrogen blended flame retardants leverage the synergistic effects of these two elements to deliver excellent flame retardancy without releasing harmful halogenated hydrogen gases during combustion. This aligns with the trend toward halogen-free flame retardancy, making phosphorus-nitrogen blended flame retardants a research hotspot.
Dimethyl ethylphosphonate (DEEP) is a novel, highly effective organophosphorus additive flame retardant. It has low viscosity and good solubility and has dual functions: flame retardancy and plasticization. It can be directly added to RPUF foaming systems, offering broad application prospects.
Urea (UC) is a nitrogen-based flame retardant that offers advantages over traditional alternatives, such as melamine. These advantages include lower cost and higher flame retardancy efficiency.
In this study, a series of flame-retardant composite materials were prepared by blending DEEP and UC at different ratios into the Rigid polyurethane foam system while keeping the total flame retardant content at 40 parts fixed. The effects of the blending ratios on the mechanical properties, combustion performance, and thermal stability of the RPUF were investigated to clarify the synergistic mechanism of the blended flame retardants. These findings provide experimental evidence and a theoretical basis for optimizing halogen-free flame-retardant RPUF formulations.
2. Experimental Section:
2.1 Primary Raw Materials
All primary raw materials used in the experiment were industrial or analytical grade with the following specifications and manufacturers:
- Polyether polyol 4110 and 4110H (industrial grade)
- Dichlorofluoroethane (industrial grade)
- Foam stabilizer silicone oil (industrial grade)
- Amine catalyst cyclohexanamine (industrial grade)
- Metal catalyst potassium acetate (industrial grade)
- Polyisocyanate (industrial grade)
- Dimethyl ethylphosphonate (DEEP, analytical grade)
- Urea (UC, analytical grade)
- Deionized water was used for experimental purposes.
2.2 Instruments and Equipment
Electronic Stirrer, Limiting Oxygen Index Tester, Universal Testing Machine, Cone Calorimeter, Thermogravimetric Analyzer, Constant-Temperature Drying Oven, Standard Molds (60 mm × 60 mm × 60 mm, 100 mm × 100 mm × 25 mm).
2.3 Sample Preparation
RPUF composite materials were prepared using a one-step synthesis method. The process is as follows:
1) Weigh the following according to the formulation: polyether polyols 4110H and 4110, uniform foaming agent, catalyst, blowing agent, DEEP/UC blended flame retardant, and an appropriate amount of deionized water. Place the mixture in a glass measuring cup.
2) At room temperature, set the electronic stirrer to 1800–2000 rpm and stir for 6–10 seconds to thoroughly mix the raw materials. Add the measured polyisocyanate PAPI-5005 and continue stirring for 20 seconds.
3) When whitening and foaming precursors appear in the mixture, promptly pour it into the standard mold for free foaming and molding.
4) After foaming stabilizes, cure the sample in a 70°C constant-temperature oven for 24 hours. Remove the sample and continue curing at room temperature for 73 hours to obtain RPUF composites with varying DEEP/UC ratios.
To investigate the effect of the DEEP/UC ratio on the material’s properties, blank samples and experimental groups with different ratios were prepared. The total flame retardant content was set to 40 parts. Specific formulations are shown in Table 1 (units: parts).
| Sample Number | Polyether Polyol 4110H | Polyether Polyol 4110 | Polyisocyanate PAPI-5005 | DEEP | UC |
|---|---|---|---|---|---|
| RPUF | 70 | 30 | 140 | 0 | 0 |
| PUF/D40 | 70 | 30 | 140 | 40 | 0 |
| PUF/D30U10 | 70 | 30 | 140 | 30 | 10 |
| PUF/D20U20 | 70 | 30 | 140 | 20 | 20 |
| PUF/D10U30 | 70 | 30 | 140 | 10 | 30 |
| PUF/U40 | 70 | 30 | 140 | 0 | 40 |
2.4 Performance Testing and Characterization
2.4.1 Compression Performance Testing
Testing was conducted in accordance with GB/T 8813-2008, “Determination of Compression Properties of Rigid Foam Plastics.” The sample dimensions were 60 mm × 60 mm × 60 mm, and the compression rate was set at 5 mm/min. Three parallel samples were tested per group, and the average value was taken as the final compression strength result.
2.4.2 Limit Oxygen Index (LOI) Testing
Testing was conducted according to GB/T 2406.2-2009, “Plastics — Determination of burning behavior by the oxygen index method — Part 2: Room temperature test.” Standard strip specimens were used. The minimum oxygen volume fraction required to sustain combustion (LOI value) was determined by adjusting the oxygen-nitrogen gas mixture ratio. Three parallel specimens were tested per group, and the average value was recorded.
2.4.3 Combustion Performance Testing
Combustion performance was evaluated using a cone calorimeter according to ISO 5660. The sample dimensions were 100 mm × 100 mm × 25 mm, with an external heat radiation flux of 35 kW/m2. Key metrics recorded included time to ignition (TTI), peak heat release rate (PHRR), total heat release (THR), smoke release rate (SPR), and total smoke production (TSP).
2.4.4 Thermal Stability Testing
Thermal stability testing was conducted using a thermogravimetric analyzer (TGA) under the following conditions: a nitrogen atmosphere, a sample mass of 6 mg, a heating rate of 9 °C/min, and a temperature range of 20–800 °C. The sample’s thermogravimetric (TG) curve was recorded to analyze mass loss rates at different temperature stages, the initial decomposition temperature, and the char residue at 800 °C.
3. Results and Discussion
3.1 Effect of DEEP/UC Mass Ratio on RPUF Mechanical Properties
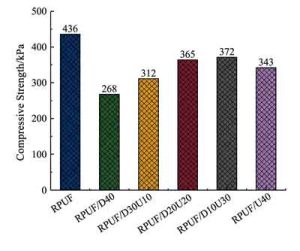
Figure 1: Variation in Compressive Strength of DEEP/UC-Retarded RPUF at Different Mix Ratios
Figure-1 shows the influence of different DEEP/UC ratios on the compressive strength of RPUF composites. As shown, the blank RPUF sample without flame retardant additives had the highest compressive strength at 436 kPa. After adding flame retardants, the compressive strength of all samples decreased to varying degrees. However, the compressive strength of the DEEP/UC blended flame-retardant samples was significantly higher than that of the single flame-retardant samples.
Specifically, the composite with a DEEP to UC mass ratio of 10:30 achieved the highest compressive strength among the flame-retardant samples at 372 kPa. The PUF/D40 sample, containing 40 parts DEEP, exhibited a compressive strength of 325 kPa. The PUF/U40 sample containing 40 parts UC alone exhibited the lowest compressive strength of 298 kPa.
All of the flame-retardant samples demonstrated compressive strengths of at least 298 kPa, which significantly exceeds the minimum requirement of 180 kPa for Class III RPUF materials with high performance standards, as specified in GB/T 21558—2008. These results meet the mechanical performance standards for engineering applications.
The compressive strength of RPUF foam composites primarily correlates with the composition ratio of the material and the pore structure formed during foaming. Samples with uniform pore sizes and smaller pore diameters exhibit higher compressive strength. However, the addition of flame retardants alters the foaming characteristics of RPUF, leading to larger pore sizes and reduced compressive strength.
Pure DEEP has plasticizing effects that prolong foam gelation time and cause excessive cell expansion during foaming. This increases pore size and reduces compressive strength. Excessive addition of Pure UC tends to cause agglomeration. Additionally, UC catalyzes the reaction between isocyanate and hydroxyl groups, which accelerates foaming rates. This results in uneven cell formation and an increased proportion of large-pore cells, which leads to the lowest compressive strength.
When DEEP and UC are blended, the plasticizing and retarding effects of DEEP synergize with the catalytic and rapid-foaming action of UC. This balances the foaming reaction rate and gelation time effectively, resulting in composite materials with uniform cell size and moderate pore diameter. Consequently, the compressive strength of the composite materials is significantly higher than that of single flame-retardant samples. The synergistic effect is optimal at a 10:30 ratio, at which point the compressive strength peaks.
3.2 Effect of DEEP/UC Mass Ratio on RPUF Combustion Performance
3.2.1 Limit Oxygen Index (LOI) Analysis
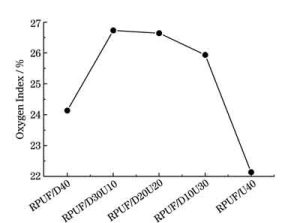
Figure 2: Variation in limiting oxygen index of flame-retardant RPUF with different DEEP/UC ratios
Figure-2 shows how varying the DEEP/UC ratio affects the LOI values of RPUF composites. The blank RPUF sample has an LOI value of 19.5%, classifying it as flammable. After adding flame retardants, the LOI values of all samples increased significantly, with all DEEP/UC blended samples exceeding 26%. This meets the flame retardancy requirements for Class B₂ building materials, as specified in GB 8624-1997. The single UC sample (PUF/U40) exhibited the poorest flame retardance, with an LOI value of 22.13%.
Trend analysis shows that the LOI value of RPUF composite materials initially increases and subsequently decreases as DEEP content decreases. The LOI value reaches a maximum of 26.72% when the mass ratio of DEEP to UC is 30:10. At this ratio, the flame retardant’s oxygen index enhancement effect is optimal. As the UC content increases and the DEEP content decreases, the LOI value gradually declines. At a ratio of 10:30, the LOI value was 26.15%, which is still above 26%.
Blending DEEP and UC exhibits a pronounced synergistic oxygen-suppression effect, which is the main reason for the significant increase in LOI values. DEEP, an organophosphorus flame retardant, forms a stable, expanded carbon layer upon combustion that covers the material surface and effectively isolates the material from oxygen contact. Simultaneously, phosphides generated from DEEP’s thermal decomposition dilute the oxygen concentration in the surrounding air, further enhancing the material’s flame retardancy.
UC is a nitrogen-based flame retardant that exhibits limited efficacy when used alone. However, when blended with DEEP, UC forms a phosphorus-nitrogen synergistic system with phosphides that enhances the density and stability of the char layer. Consequently, the LOI value of the blended sample is significantly higher than that of the single flame retardant sample.
Conversely, excessively high UC content weakens DEEP’s char layer formation ability, reducing the phosphorus-nitrogen synergistic effect. Consequently, the LOI value decreases.
3.2.2 Cone Calorimeter Analysis:
Cone calorimeter testing directly reflects a material’s actual combustion behavior.
Key parameters for evaluating flame retardancy include TTI, PHRR, THR, SPR, and TSP. A longer TTI indicates greater ignition resistance.
Lower PHRR, THR, SPR, and TSP values indicate weaker heat and smoke release during combustion, resulting in a reduced fire hazard.
Key cone calorimeter test data for RPUF composites with different DEEP/UC ratios are shown in Table 2. Figures 3, 4, 5, and 6 illustrate the trends for HRR, THR, SPR, and TSP, respectively.
| Sample Number | TTI/s | PHRR/(kW·m-2) | THR/(MJ·m-2) | TSP/m2 |
|---|---|---|---|---|
| RPUF | 4 | 234 | 26.8 | 14.9 |
| PUF/D40 | 5 | 179 | 23.0 | 10.7 |
| PUF/D30U10 | 7 | 174 | 22.5 | 10.9 |
| PUF/D20U20 | 9 | 157 | 22.0 | 10.0 |
| PUF/D10U30 | 11 | 131 | 21.5 | 9.0 |
| PUF/U40 | 5 | 208 | 24.6 | 5.0 |
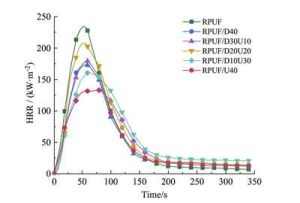
Figure 3: Heat release rate (HRR) curves of DEEP/UC flame-retardant RPUF at different mixing ratios
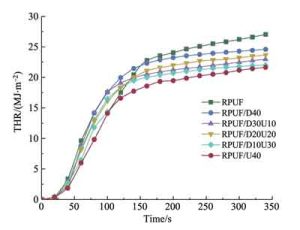
Figure 4: Total Heat Release (THR) Curves for DEEP/UC Flame-Retardant RPUF at Different Mix Ratios
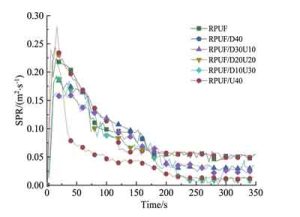
Figure 5:Smoke Release Rate (SPR) Curves of DEEP/UC Flame-Retardant RPUF at Different Mix Ratios
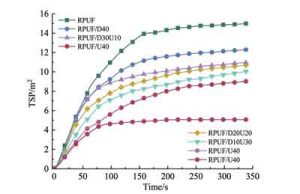
Figure 6: Total Smoke Release (TSP) Curves for DEEP/UC Flame-Retardant RPUF at Different Blending Ratios
a. Time to Ignition (TTI) and Heat Release Characteristics
As shown in Table 2 and Figures 3 and 4, the TTI of the blank RPUF sample was only 4 s, indicating that it ignites very easily; furthermore, its PHRR reached 234 kW·m-2 and its THR reached 26.8 MJ·m-2, indicating a severe heat release. For samples containing only DEEP or UC, the TTI was extended to only 5 s. Although heat release decreased, the effect was limited. This indicates that a single flame retardant has a weak effect on delaying ignition and suppressing heat release in RPUF.
The TTI of the DEEP/UC blended samples increased significantly as the UC content increased. At a 10:30 ratio, the TTI reached 11 s, a 175% increase compared to the blank sample, indicating a substantial improvement in the material’s resistance to ignition. Meanwhile, both the PHRR and THR of the blended samples decreased significantly, showing a continuous downward trend as the UC content increased. At a 10:30 ratio, PHRR decreased to 131 kW·m-2 and THR to 21.5 MJ·m-2, representing reductions of 44.0% and 19.8%, respectively, compared to the blank sample. These values were the lowest among all samples, indicating the most optimal heat release suppression effect.
During the thermal decomposition of UC, ammonia gas is released, which has an endothermic cooling effect. This effectively reduces the surface temperature of the RPUF material and delays the time it takes for the material to reach its ignition point. Therefore, the higher the UC content, the longer the TTI.
The synergistic phosphorus-nitrogen flame-retardant mechanism of DEEP and UC is the core reason for the significant reduction in heat release. When heated, DEEP decomposes to form phosphide dehydrating agents, which catalyze the dehydration and carbonization of RPUF molecular chains to form ester compounds. As the ester compounds further carbonize, UC decomposes under heat to release a large amount of gas, causing the char layer to form a loose, porous structure. This char layer effectively blocks heat transfer between the heat source and the material’s interior, while isolating the diffusion of oxygen and combustible gases. Consequently, the material’s heat release rate and total heat release are significantly reduced. Furthermore, at a 10:30 ratio, the phosphorus-nitrogen synergistic effect is optimized, yielding the best heat release suppression performance.
b. Smoke Release Characteristics
As shown in Table 2 and Figures 5 and 6, the TSP of the blank sample (RPUF) is 14.9 m2, indicating a high smoke release rate during combustion. For the sample containing only DEEP, the SPR peak was significantly higher than that of the blank sample, indicating that the addition of DEEP accelerates the smoke release rate. Although the TSP decreased to 10.7 m2, the hazard during the initial stage of smoke release was higher. For the sample containing only UC, the SPR peak was low and the TSP was only 5.0 m2, representing the lowest smoke release among all samples. This demonstrates that UC possesses excellent smoke suppression properties.
The SPR curves of the DEEP/UC blended samples exhibited a characteristic “rapid decline after the peak.” Compared to the single DEEP sample, the smoke release rate dropped rapidly to a lower level after reaching the peak. Furthermore, the higher the proportion of UC, the more pronounced the smoke suppression effect. The TSP values of the blended samples were all lower than those of the single DEEP sample. At a 10:30 ratio, the TSP was 9.0 m2, a 40.3% reduction compared to the blank sample, demonstrating a significant smoke suppression effect.
The decomposition temperature of DEEP is approximately 180 °C, which is lower than that of RPUF. During combustion, DEEP decomposes first to form phosphates such as HPO and HPO2, which accelerate the pyrolysis of the material and smoke release. Therefore, the single DEEP sample exhibits a higher SPR peak. However, when UC is blended with DEEP, the ammonia and nitrogen compounds produced by UC decomposition react with the phosphorus compounds, suppressing the formation of smoke precursors during the material’s pyrolysis. Simultaneously, the loose phosphorus-nitrogen-carbon layer adsorbs smoke particles generated by combustion. Consequently, the SPR of the blended sample drops rapidly after the peak. Smoke release is significantly reduced, achieving a synergistic effect of flame retardancy and smoke suppression.
3.3 Effect of the DEEP/UC Mass Ratio on the Thermal Stability of RPUF
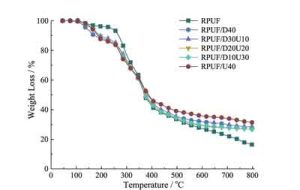
Figure 7: Thermogravimetric (TG) Curves of DEEP/UC Flame-Retardant RPUF at Different Blending Ratios
Multiple curves represent samples with different ratios. All curves exhibit two distinct weight loss stages. The blank sample has the highest initial decomposition temperature. Samples with a higher DEEP content exhibit lower initial decomposition temperatures. At 800 °C, the residual mass fraction of all flame-retardant samples is higher than that of the blank sample.
The effect of different DEEP/UC ratios on the thermal stability of RPUF composites is shown in Figure 7. As can be seen from the figure, the thermal decomposition of all RPUF samples exhibits two distinct weight loss stages: the first stage occurs between 120 and 240 °C, primarily involving the volatilization of blowing agents and low-molecular-weight additives in the material, as well as the initial depolymerization of the polyurethane molecular chains. the second stage occurs between 240 and 600 °C, involving the vigorous decomposition of the polyurethane main chain, which constitutes the primary weight loss phase; after 600 °C, the decomposition of the material is essentially complete, and the residual mass stabilizes.
The blank sample RPUF had an initial decomposition temperature of approximately 219 °C, which was the highest among all samples. After adding DEEP/UC flame retardants, the initial decomposition temperatures of the composite materials all decreased to varying degrees, and the initial decomposition temperature decreased significantly as the proportion of DEEP increased. The sample with a 40:0 ratio exhibited the lowest initial decomposition temperature, approximately 185 °C. This indicates that the addition of DEEP and UC reduced the initial thermal stability of RPUF. This is because the decomposition temperatures of both DEEP and UC are lower than that of RPUF; during combustion, the flame retardants decompose before the matrix material. Consequently, the composite material experiences mass loss at lower temperatures, resulting in an increased mass loss rate during the first stage.
In terms of char yield, the blank RPUF sample exhibited a char yield of only 8.5% at 800 °C. In contrast, the char yield of all samples containing flame retardants increased significantly. The char yield of the single DEEP sample was 15.2%, while that of the single UC sample was 16.5%. The char yield of the blended samples ranged from 12.0% to 14.5%, all higher than that of the blank sample. This indicates that the addition of DEEP and UC significantly increases the carbonization yield of RPUF. Notably, the char yield of the single-flame-retardant samples was higher than that of the blended samples. This suggests that DEEP and UC do not exhibit a synergistic effect in terms of thermal stability and carbonization; in fact, there may even be a certain degree of antagonistic effect.
When heated, DEEP decomposes to form strongly dehydrating substances such as phosphoric acid and polyacrylic acid. These substances catalyze the dehydration and carbonization of RPUF molecular chains, forming a dense char layer. UC decomposes upon heating to produce substances such as diurea, cyanuric acid, and melamine. These substances form a carbon layer framework on the material surface, promoting carbon layer formation. Therefore, both agents can increase the material’s char yield. The formation of the carbon layer effectively blocks heat transfer into the material’s interior. It reduces the rate of thermal decomposition in the later stages of the test and minimizes mass loss in the second stage. Consequently, the weight loss rates of the flame-retardant samples at temperatures between 240 and 600 °C are lower than those of the blank samples, indicating significantly improved thermal stability in the later stages. The lower char yield of the blended samples compared to the individual samples is attributed to interactions between the decomposition products of DEEP and UC, which partially weaken their respective charring effects. Therefore, there is no synergistic charring effect.
4. Conclusions
In this study, a series of RPUF composites were prepared using DEEP and UC as a blended flame retardant system, and the effects of different blending ratios on the mechanical properties, combustion behavior, and thermal stability of the materials were systematically investigated. The synergistic mechanism between the two components was elucidated, leading to the following main conclusions.
The addition of DEEP and UC results in a decrease in the compressive strength of RPUF. However, the compressive strength of the blended flame-retardant samples was significantly higher than that of the single-component flame-retardant samples. The synergistic effect of the two components balances the foaming reaction rate and gelation time, thereby optimizing the cell structure.
When the DEEP/UC mass ratio was 10:30, the composite material achieved a maximum compressive strength of 372 kPa among the flame-retardant samples. Furthermore, all samples met the mechanical performance requirements for RPUF building insulation materials specified in the national standard.
DEEP and UC exhibit an excellent phosphorus-nitrogen synergistic effect in enhancing the flame-retardant performance of RPUF. At a 10:30 ratio, TTI, PHRR, and THR all reached their minimum values. The material demonstrated the strongest resistance to ignition and the optimal heat release suppression effect. At a 30:10 ratio, the LOI value reached a maximum of 26.72%. UC exhibits excellent smoke suppression effects. The SPR and TSP values were lowest in the pure UC sample. The blended samples also demonstrated good smoke suppression performance. At a 10:30 ratio, TSP was reduced by 40.3% compared to the blank sample. The LOI of all blended samples exceeded 26%, meeting the GB 8624—1997 Class B₂ flame retardancy requirements for building insulation materials.
The addition of DEEP and UC lowered the initial decomposition temperature of RPUF and increased the weight loss rate in the first stage. They did not improve the material’s early-stage thermal stability. However, both agents promoted the formation of a char layer in RPUF, significantly increasing the material’s char yield, reducing the late-stage thermal decomposition rate, and enhancing late-stage thermal stability. The char yield of the single flame retardant sample was higher than that of the blended samples. This indicates that there is no synergistic effect between the two agents in terms of thermal stability and charring.
Based on a comprehensive analysis of mechanical and combustion properties, a DEEP/UC mass ratio of 10:30 is the optimal formulation. At this ratio, the composite material exhibits the highest compressive strength, optimal ignition resistance, and heat release suppression. Smoke emission is also significantly reduced. This is the optimal formulation that balances mechanical and flame-retardant properties. It provides a reliable formulation reference for the industrial production of halogen-free flame-retardant RPUF building insulation materials.